
847
|
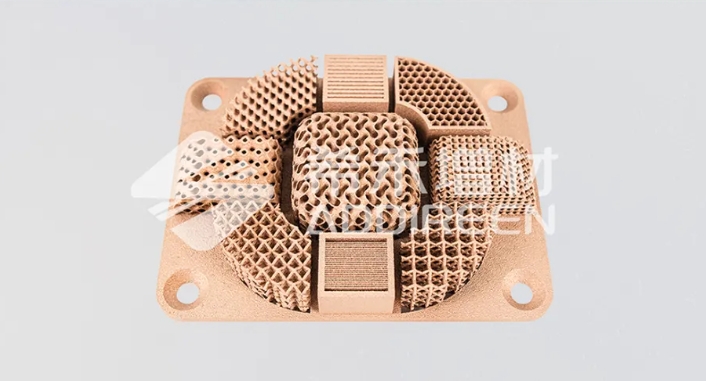
Copper’s Challenge in 3D Printing Copper, celebrated for its exceptional electrical and thermal conductivity as well as corrosion resistance, plays a vital role across aerospace, power, and automotive industries. However, with the rapid advancement of metal 3D printing, achieving high-quality, efficient fabrication of copper parts has become a significant challenge. At the heart of this challenge lies one critical factor: laser wavelength.
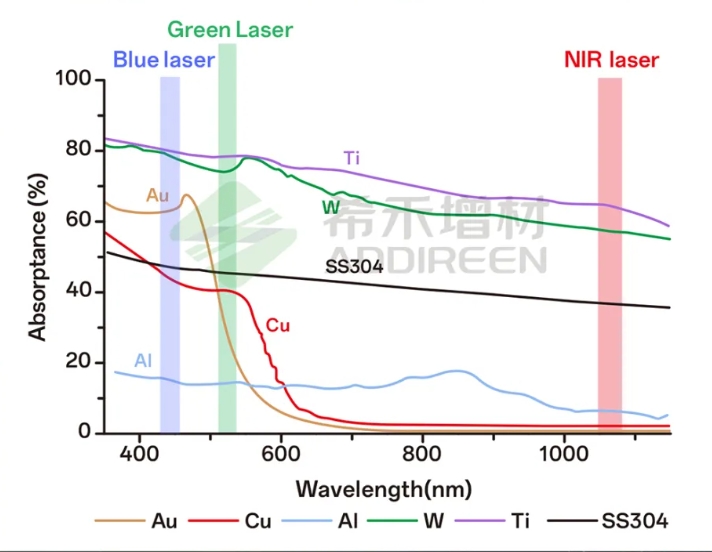
Laser Absorption Varies Sharply by Wavelength Metals absorb different laser wavelengths at varying rates. Shorter wavelengths generally result in higher absorption. At room temperature, copper absorbs: · <5% of near-infrared light (1020–1080 nm) · ~40% of GREEN LASER (515–535 nm) · ~50% of blue light (440–460 nm) Thus, shorter wavelengths like green or blue dramatically increase copper’s energy absorption, improving melt efficiency and enabling high-quality printing.
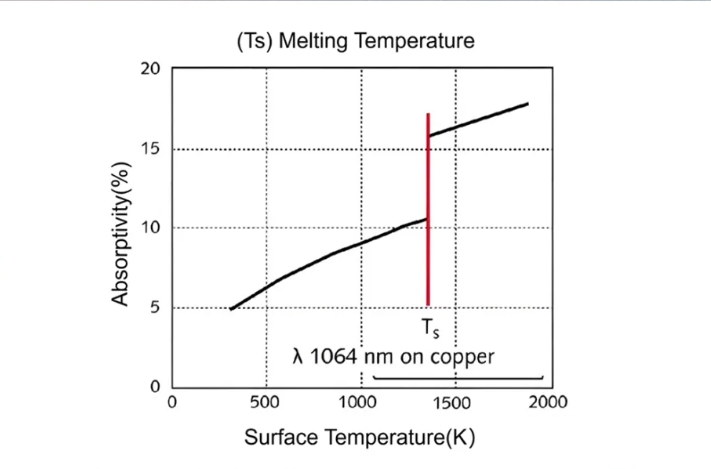
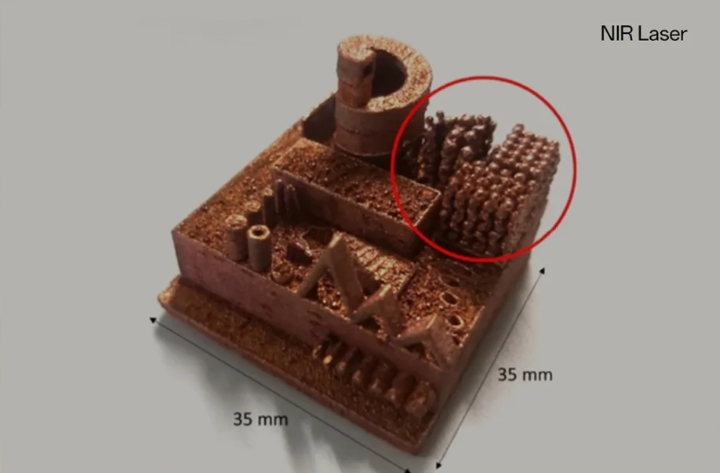
Near-Infrared Lasers: Mature But Problematic for Copper While near-infrared lasers are widely used due to their maturity, high output, and cost efficiency, their poor absorption by copper leads to several issues. Manufacturers compensate with higher laser power, but this introduces problems: · At ~1400 K, copper's absorption spikes suddenly, causing violent internal changes · This leads to spatter, collapse, and porosity—undermining print density and surface quality
Moreover, the high reflectivity of copper causes intense laser back-reflection within short optical paths, risking optics damage and reduced equipment lifespan.
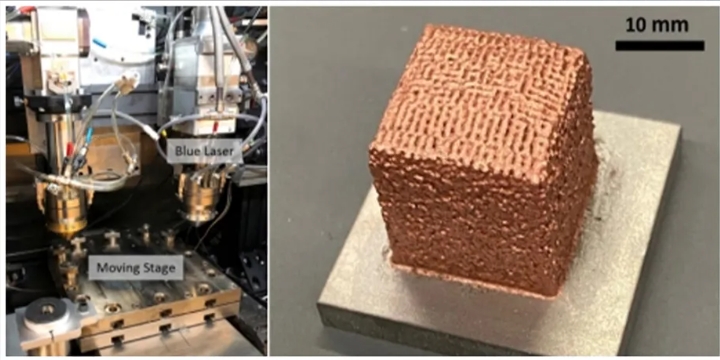
Blue Lasers: Ideal in Theory, Limited in Practice Blue lasers offer superior absorption (~50%) but face key limitations: · Current semiconductor blue laser chips have low output power · Combining multiple chips reduces beam quality and focusability · Resulting large spot sizes make it difficult to form fine melt pools Thus, blue lasers are currently unsuitable for precision copper printing.
Green Lasers: The Perfect Middle Ground Green lasers offer the best of both worlds: · Absorption (~40%) close to blue light, but much higher than near-infrared · Can be generated by frequency conversion from near-infrared lasers, maintaining: o High power o Excellent beam quality o Stable energy delivery Importantly, copper’s absorption of GREEN LASER remains stable with temperature, reducing thermal runaway, spatter, and porosity.
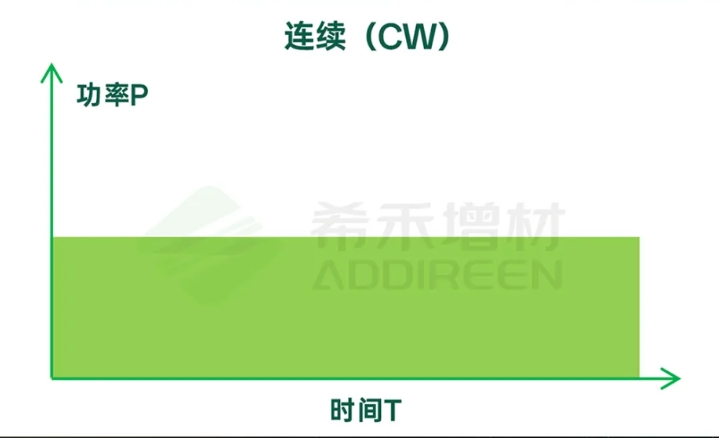
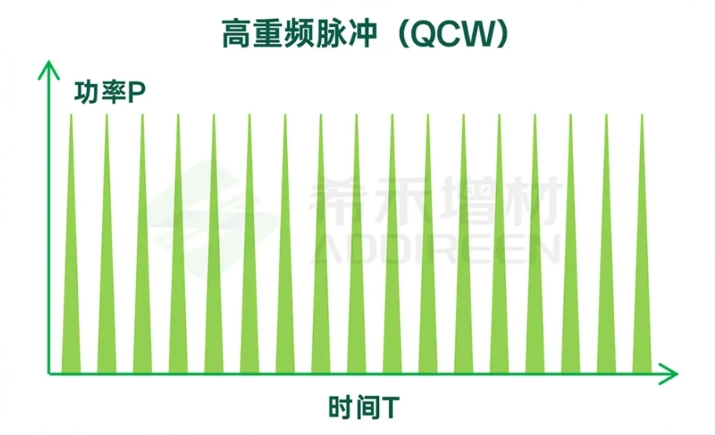
Continuous vs. Pulsed Green Lasers Green lasers come in: · Continuous wave (CW): Smooth, uninterrupted energy delivery—ideal for dense, high-quality prints · Pulsed or quasi-CW: High peak energy but may cause melt pool instability and porosity due to energy gaps Studies show CW green lasers result in better print density and surface finish compared to pulsed modes.
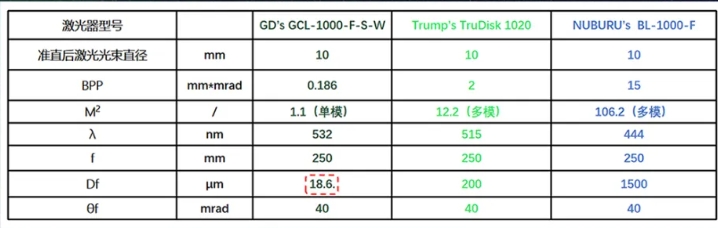
Beam Quality Comparison A comparison of green and blue laser systems reveals:
The closer M² is to 1, the better the beam quality and focusability. Single-mode green lasers outperform the rest, ensuring tight energy concentration and stable melting.
Why Green Laser Technology Is the Future of Copper 3D Printing “Energy” Efficiency “Energy” Stability “Energy” Economy “Energy” Value
Laser wavelength is crucial in copper 3D printing. While near-infrared lasers are mature and cost-effective, they suffer from poor copper absorption. Blue lasers offer high absorption but face technical hurdles in precision and power delivery. Green lasers strike the ideal balance, offering strong absorption, excellent beam quality, and thermal stability. As green laser technology evolves, it is poised to lead a new era in high-performance copper additive manufacturing, transforming applications across aerospace, electronics, energy, and beyond. |

The plan is to deploy 2,000 3D printers for footwear researc
Priced Around CNY200/kg, Withstands Over 190°C Without Cham

Meituan Enters the 3D Printing Arena — Leads Series B Inves
Grab It for Just CNY17,000 — Consumer-Grade Continuous Fibe

BLT’s Metal 3D-Printed Car Body Parts and Brake Calipers He

Apple Recruits a 3D Printing Expert in Shenzhen — Requires

Shenzhen Hymson, a Laser Tech Firm Valued at Over 10 Billion

5 μm Layer Thickness Achieved — Yunyao DeepVision Redefine
AM news | Email:bd@nanjixiong.com
China 3D printing | Record number | ©2024 panda3dp Team. Powered by panda3dp
Record number | ©2024 panda3dp Team. Powered by panda3dp

 News
News